塑胶件紧固工艺之四:超声波焊接(上)
2019-11-15 17:33:47
74篇
作品
1080
总阅读量
超声波是指频率大于20000Hz以上的声波,超声波是声波大家族中的一员,其超出了人耳听觉的上限(20000Hz),故而得名超声波。超声波的方向性好,穿透能力强,易于获得较集中的声能,可用于测距、检测、清洗、焊接、碎石、杀菌消毒等,在医学、军事、工业、农业上有很多的应用。本文所介绍的超声波焊接就是超声波在塑胶焊接领域的一个典型应用。
蝙蝠能发出和听见超声波,并利用超声波定位并捕捉昆虫。

从超声波焊接的角度,超声波具有三个非常重要的特性,这三个特性与超声波的焊接质量密切相关,是超声波焊接过程中发生的诸多现象的根源。理解这三个特性有助于理解超声波焊接的工艺要求,产品设计工程师从而可以正确的设计超声波焊接结构来满足超声波焊接的工艺要求,提高超声波的焊接质量。
超声波的三个特性、产生的焊接现象、及其对塑胶件结构设计要求如表1所示:
1) 能量大;超声波能够产生的比声波大得多的能量,这是超声波能够对塑胶件件进行焊接的基础,同时这也是超声波焊接强度较高的根本原因;正由于其产生巨大能量的能力,超声波甚至能够进行金属零件的焊接;而在另一个方面,恰恰由于能量大,超声波有可能对焊接界面造成烫伤;同时可能对塑胶件其它部位或者塑胶件上已经装配的其它零部件造成损坏。
2) 方向性好,几乎是直线传播;由于超声波的波长很短,衍射效应不显著,所以可以近似地认为超声波是沿直线传播,即传播的方向性好,容易得到定向而集中的超声波束。因此,这要求超声波焊头与焊接零件保持足够大的接触面积,保证超声波能能够传导到焊接界面。同时,如果在传播方向上存在孔洞等,超声波就难绕过孔洞传导能量,这也是超声波结构设计时需要注意的地方。
3) 衰减性;尽管超声波的穿透能力强,但超声波在物体里传播始终都存在着衰减,传播的距离越远,能量衰减越厉害。另外,在不同的塑料中,超声波能量的衰减程度不一致。例如,在无定形塑料中,如ABS,其能量衰减程度较小,两个ABS塑胶件即使是远程焊接也能保证焊接质量;在半结晶塑料中,如PA66,超声波能量衰减程度大,超声波传播距离较短,很难保证远程焊接的质量。
表1 超声波的三个特性、焊接现象、塑胶件结构设计要求
超声波焊接是利用超声波振动频率,接触摩擦产生热能而使两个塑胶件在焊接界面熔融而固定在一起。超声波焊是一种快捷、干净、有效的装配工艺,用于满足塑胶件高强度装配要求,是广泛使用的一种先进装配技术,适用于多种类型的塑胶件装配。正常情况下,超声波焊接具有较高的抗拉强度,可以取代溶剂粘胶以及机械紧固等装配方法,同时还可以具有防水、防潮的密封效果。
超声波焊接的工作原理原理是通过超声波发生器将50/60赫兹电流转换成15、20、30或40千赫兹电能,被转换的高频电能通过换能器再次被转换成为同等频率的机械运动,随后机械运动通过一套可以改变振幅的调幅器装置传导到焊头。

焊头将接收到的振动能量传导到待焊接塑胶件的界面,在该区域,振动能量被通过摩擦方式转换成热能,将塑料熔化,振动停止后维持在塑胶件上的短暂压力使两塑胶件以分子连接方式凝固为一体。
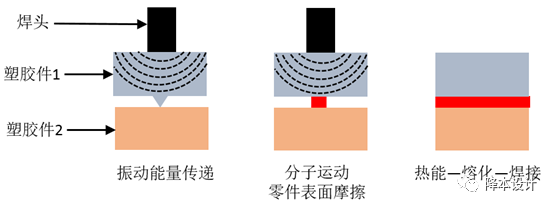
超声波焊接时两个塑胶件从接触,到熔化,到焊接成一体的实物剖面图如所示。

超声波焊接是一种快捷、干净、可靠性高的装配工艺,具有以下优点;
-
焊接速度快,效率高;绝大部分超声波焊接可以在0.1~0.5秒之内完成;
-
成本低;由于超声波焊接效率高,人工成本低,同时省去大量夹具、粘合剂或者机械紧固件等的使用,超声波焊接是一种非常经济的塑胶件装配方式;
-
强度高;超声波焊接几乎可以达到塑胶件本体强度的80%以上;
-
-
-
-
-
尽管超声波焊接有众多的优点,但超声波焊接也有一定的局限性,在选择超声波焊接工艺之前和进行超声波焊接塑胶件零件设计时,产品设计工程师必须清楚了解超声波焊接的局限性,并通过合理零件设计来避免超声波焊接缺陷的产生、提高焊接的质量。
1) 材料的限制性;超声波焊接并不能够焊接所有的塑料,这是超声波焊接最大的局限性。有的塑料焊接性能好,有的塑料焊接性能差;而且超声波焊接一般仅适合于同一种或者类似塑料之间的焊接。如果两个塑胶件材料不同,多数时候超声波焊接无能为力。因此,一旦选定超声波焊接工艺,就不能轻易更改零件材料。有工程师曾经向笔者反映,为何ABS材料的两个塑胶件进行超声波焊接时,焊接质量非常好,但由于其它设计要求,把一个塑胶件的ABS材料换成PBT,就很难焊上?就是这个原因。
2) 不可拆卸性;超声波焊接是不可拆卸性连接,无法进行返工;一旦两个零件通过超声波焊接装配成一体,如果发现产品出现质量问题,就无法进行返工。
3) 零件大小和形状的限制;中小型的塑胶件适合超声波焊接,尺寸一般小于250X300mm,较大的零件可能需要多个焊接工序。而且超声波焊接一般适用于形状比较单一的塑胶件,形状复杂的塑胶件有可能焊接质量较低。
4) 超声波的能量很大,在焊接过程中有可能造成塑胶件本身因为强度不够而发生损坏,同时也可能造成产品内部其它零部件损坏。因此,在进行产品设计时,尽可能增加塑胶件的强度和产品内部其它零部件的强度,或者将零部件远离焊接区域,尽量把强度不高的其它零部件安排在超声波焊接工序之后再进行装配。
5) 目前超声波焊接质量对超声波焊接机的调机技术、以及对操作者的细心程度都有很大的依赖性。很多产品在前几次超声波焊接时会出现焊接不够牢固、或者焊接表面过度熔化等质量问题,工程师会误以为超声波焊接的质量就只能达到这一步,但其实绝多数的质量问题可以通过焊接参数调整而得到解决,不过这需要依赖调机技术以及操作者的细心。最有效的方法是请超声波设备供应商专业人员提供帮助。
6) 超声波对于人的听力有伤害,应准备好劳保用品。
1) 汽车行业。汽车行业要求超声波焊接的零部件具有防水性和较高的表面光洁度,例如车头灯;另外发动机箱内的零部件要求满足较高的机械性能要求。典型应用实例包括。车头灯、前后门、刹车灯、灯座、插座、信号器件、按钮、导风管、仪表板和保险杆等。
2) 电子电器行业。电子电器行业要求超声波焊接能够提供较高的机械强度,在有些场合,要求一定的良好外观表面要求。典型应用包括墙壁插座、开关、电源、灯架、吊灯、温度控制器、洗衣机出水栓、蒸汽烫斗、电池壳、充电器、手机外壳、手机配件、吸尘器、电话等。
3) 玩具行业。典型应用案列包括摇铃、婴儿洗澡温度计、音乐玩具、球类玩具等。
4) 日用品业。粉盒、化妆镜、保温杯、密封式容器、调味瓶、水管接头、食品容器、打火机等。
5) 办公产品。要求超声波焊接具有较高的外观质量要求。典型应用案列包括圆珠笔、胶带切割器、文件夹、铅笔盒、订书机、卡式墨水管、书架、折盒、文卷夹、塑料笔桶等。

 (超声波焊接的应用案例)
(超声波焊接的应用案例)

第四步:焊头以15千赫兹或20千赫兹每秒的频率垂直振动,机械振动能量传导到两个塑胶件的初始接触区域,剧烈摩擦产生热能,当焊接界面的温度达到塑料的熔点后,塑料熔化并流动,振动停止,这一段时间称为熔化时间。
第五步:继续保持压力一段时间直到熔化的塑料冷却并固化,这段时间称为保压时间。
第六步:一旦熔化的塑料固化,去除压力,退回焊头,两个塑胶件熔合在一起,超声波焊接过程完成。
从微观上来看,当两个塑胶件从开始接触到最后熔合在一起,可以分为四个阶段:

第1阶段:开始熔化阶段。在这一阶段,两个焊接零件表面间的摩擦和内部摩擦产生热量,塑料开始受热熔化。
第2阶段:连接阶段。在这一阶段,两个零件开始熔化在一起,形成较薄的熔合层,随着热量的增加,熔合层的厚度继续增加。
第3阶段:稳态熔流阶段。在这一阶段,熔合层的厚度继续增加,直到达到一定的厚度保持不变,振动停止。
第4阶段:保压/冷却阶段。在这一阶段,在焊接压力的保持下,熔流开始冷却凝固,两个塑胶件最终焊接成一体。
影响超声波焊接质量的一个关键因素是超声波焊接能量。焊接能量过大,容易造成焊接过度、产生毛边,或者造成塑胶件变形、薄弱处断裂甚至造成其它零部件损坏。但在另一方面,如果焊接能量过小,两个塑胶件不能的熔合在一起,造成焊接强度低。超声波焊接能量与以下工艺参数有关,如图所示,超声波焊接过程中工艺参数的调整归根结底为对焊接能量的调整。

频率是指超声波的频率,包括15、20、30或40千赫兹。超声波焊接机有着固定的频率,无法调整。频率越大,焊接能量越大。
振幅是指焊头表面振动的幅度,其等于换能器表面振幅与调幅器增益以及焊头增益之积,振幅可通过调幅器和焊头进行调节。
振幅越大,焊接能量越大。不同塑料对于振幅的要求不一样;相对于无定形塑料,半结晶塑料要求更高的振幅;熔点较高的塑料要求更高的振幅。表2显示了多种塑料在20千赫兹下推荐使用的振幅。
表2 塑料在20千赫兹下推荐使用的振幅及近远程焊接性
焊接时间是指焊头接触塑膠件发生超声波振动的时间,如图所示,一般焊接时间在0.1秒至0.6秒以内。焊接时间越长,焊接能量越大。
保压时间是指超声波停止到焊头开始上升的时间。在这一段时间,熔化的塑料完成固化。保压时间越长,焊接能量越大。
焊接气压是在焊接过程中焊头对塑膠件的施力。焊接气压越大,焊接能量就越大。
下降速度是指焊头的下降速度。焊头下降速度越快,焊接能量越大。
塑料分为热固性塑料和热塑性塑料。热固性塑料可塑但不可逆。第一次加热时可熔化流动,加热到一定温度,产生化学反应,交联固化变硬而形成固体;但这种变化时不可逆的,当重新受热加压时,热固性塑料不能再次熔化。因此,超声波焊接不能焊接热固性塑料。热塑性塑料可塑又可逆;当第一加热形成固体后,其内部结构仅经历形态的变化,是可逆的;重新加热和加压时,能够重新熔化并再次形成固体。超声波焊接能够焊接大部分的热塑性塑料。
热塑性塑料又分为无定形塑料和半结晶塑料,由于二者的分子结构和排布不同,二者的超声波焊接性能又有所差别。
无定形塑料的分子结构呈随机分布,没有一个明确的熔点Tm,其在一个很广泛的温度范围内逐步软化、熔化和流动;而不是一旦加热到某个温度就立即从固体熔化,然后又立即固化。无定形塑料这种特性非常易于传导超声波振动能力,能够在较大的压力和振幅范围内进行超声波焊接。
半结晶塑料的分子结构在局部呈规律性分布,有一个明确的熔点Tm,在温度达到熔点之前,半结晶塑料始终保持着固态;当温度达到熔点后,整个分子链立刻开始运动,并立即固化。无定形塑料和半结晶塑料的熔化过程区别如图所示。

半结晶塑料呈规律性分布的分子结构类似于弹簧,非常容易吸收高频的超声波振动能量,使得能量很难从焊头传导到焊接界面,必须有足够大的超声波能量才能使得半结晶塑料熔化。因此,相对于无定形塑料,半结晶塑料比较难焊接。为了使得半结晶塑料获得较高的焊接质量,往往需要考虑更多的因素,例如,较高的振幅、合适的焊接界面设计、焊头的接触、焊接的距离以及焊接夹具等。
无定形塑料和半结晶塑料的超声波焊接难易程度如表2所示。
两种塑料能够焊接兼容,必须在化学上兼容,否则,尽管两种塑料熔合在一起,但没有分子键的结合,焊接强度会非常低。一个典型的例子是PE与PP的焊接。两种塑料都是半结晶塑料,有着相似的外观和相似的物理性能,但它们不能在化学上兼容,因此它们不能焊接在一起。
热塑性塑料能够与自身焊接在一起。例如,一个ABS的零件能够与另外一个ABS的零件焊接在一起;不同的塑料能够焊接在一起取决于两个因素;其一是它们的熔化温度很接近,在22°以内;如果熔化温度相差很大,一种塑料已经开始分解了,另一种塑料才开始熔化,两种塑料自然无法焊接在一起。其二是相似的分子结构。例如,ABS零件能够与Acrylic零件进行焊接是因为它们的化学属性是兼容的。一般来说,只有相似的无定形塑料才有机会彼此焊接在一起,而半结晶塑料的化学属性相差很大,它们基本上不能互相焊接在一起。
值得注意的是,即使是同一种塑料之间的超声波焊接,应该使用来自同一家供应商的同一种型号材料,否则也有可能产生焊接质量问题。

在超声波焊接时,还需要考虑其他一些因素,这些因素包括注塑过程的影响、吸水性、脱模剂、润滑剂、塑化剂、添加剂、阻燃剂、回料、色料以及塑料等级等。
塑料的吸水性严重影响超声波焊接性能。如果塑料含有过多的水分,在超声波焊接过程中,当温度达到水的沸点时,塑料中的水分蒸发和气化,焊接界面呈泡沫状,使得超声波焊接强度低、同时很难获得密封性能以及高质量的外观;另外,过多的水分还会造成了焊接时间的延长,焊接成本增加,如图所示。

具有吸水性的塑胶件应该在注塑完成后马上进行超声波焊接。如果不能马上进行焊接,应该以装有干燥剂的PE袋进行密封包装;没有密封包装的吸水塑胶件,在焊接之前应该进行烘干。
脱模剂
脱模剂经常直接喷洒在模具型腔内,通过减少塑胶件与型腔摩擦力的方式,帮助塑胶件从型腔中脱出。不幸的是,在超声波焊接时,脱模剂也会减小焊接界面上两塑胶件的表面摩擦力。而超声波焊接工艺正是依靠表面摩擦产生热量,脱模剂会降低超声波焊接性能。另外,脱模剂中的化学物质也会影响理想焊接强度的获得。
因此,对于需要进行超声波焊接的塑胶件,必须在注塑过程中避免使用脱模剂。如果不得不使用脱模剂,则在焊接前必须清洗塑胶件,不过只有一些脱模剂能够清洗干净。推荐使用干性脱模剂,其对超声波焊接性能最小,甚至不必在焊接进行前清洗。尽量避免使用硅、氟、硬脂酸锌和硬脂酸铝等类型脱模剂。
润滑剂例如蜡、硬脂酸锌、硬脂酸铝、硬脂酸和脂肪酸等被加入到塑料中用于提高流动性和增加注塑性能。但是,在超声波焊接时,润滑剂会减小焊接界面的摩擦系数,从而影响塑料的超声波焊接性能。
为了提高塑料的机械性能,塑料中会加入填充剂,常用的填充剂如玻璃纤维、碳纤维、滑石粉以及碳酸钙等。玻璃纤维添加到塑料中用于提高塑料的机械强度和尺寸稳定性。普通的矿物质填充剂,如玻璃纤维和滑石粉,会提高塑料传导振动的能力,提高塑料的超声波的焊接性能,特别是对于半结晶塑料。一般来说,10%~20%的玻璃纤维会显著提高塑料的超声波焊接性能。但是,当比例过大会带来其它问题。例如,填充剂的比例为30%,但在局部的焊接界面,真实的比例可能已经超过30%,使得在焊接界面没有足够的塑料熔化而获得理想的焊接质量。当填充剂比例超过40%时,很有可能在焊接界面不可焊接的材料比可焊接的材料还多,这就意味着超声波焊接性能会变得很差。
由于塑料的可回收性和降低零件材料成本,在塑料中常常会加入回料。超声波焊接允许在塑料中加入回料,因为回料本身是同一种塑料。但是,回料的比例不能过大,而且回料不能是已经降解的、或者被污染的,否则会出现焊接质量问题。为了保证焊接的质量,建议回料的比例越少越好。
色素对塑料的超声波焊接性能影响较小,除非色素的比例过高。相比其它颜色,白色和黑色通常需要添加更多的色素,有可能带来一些焊接问题。同一种塑料的不同颜色可能需要不同的焊接参数,可以通过调机来获得。
塑料等级对塑料的超声波焊接性能具有很大的影响。同一种塑料的不同等级可能会有不同的熔点和不同的流动特性。
本网站内容仅代表作者本人的观点,不代表本网站的观点和看法,与本网站立场无关,如有侵权请联系讨教。








