
塑胶壳体基本功能是:实现手机的基本使用性能(接听信息,传输信息,操作等功能)的载体,满足整机的外观特性(包括颜色,形状,大小等),保护电子元件(机芯和显示屏等)及电路;接下来的几个章节,会分别介绍一下跟壳体设计相关的局部设计规范,将这些局部设计规范合并起来,就是完整的壳体设计规范,理解了壳体设计的规范和原理,基本就算可以入门了;螺丝柱是手机壳体最常见,也几乎是每个项目都会用到的结构,但一旦设计不好,就会出现柱子缩水,螺丝柱爆柱,拉拔力不够等问题,直接影响到整机的可靠性,下面就针对螺丝柱的设计整理一下相关的设计规范:
1
A.BOSS柱高度、壁厚、孔径要适当,防止塑胶外观面缩水;
B.BOSS柱应有足够的强度,防止断裂及变形。
2
A)对于镶嵌铜螺母的BOSS柱
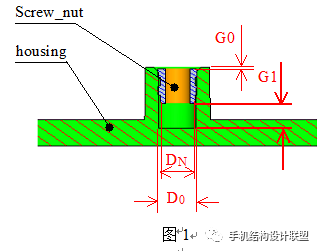
如图1所示,对于镶嵌铜螺母(热熔,超声)的BOSS柱,确定BOSS柱的内孔D0,外孔D1和铜螺母与BOSS柱上下两端的间隙GO,G1很重要。
D0=D - 0.2(0.25) D:Screw_NUT(铜螺母)外径;(PC取0.2/PC+ABS取0.25,对于1.4的螺母,一般取2.1)
D1=D0+2*(0.6T) 其中数值(0.6T)是保证铜螺母热熔时BOSS柱壁不破裂的最小壁厚,一般取0.6T为0.85~0.9mm;
GO=0.05mm~0.1mm ;
G1≧0.5mm (视空间而定,主要是防止热熔螺母溢胶); L=0.6~0.8T (此值一般是视空间和防缩水但反面不可有水印而设置) ;
H=2T~5T, (视空间结构而定);
注意:
1.为了铜螺母热熔导向方便,一般在BOSS柱上端内孔上做0.2x0.2的导角;2.BOSS内孔拔模角不宜太大,以防铜螺母紧固力不够,一般取0-0.5度拔模角;
3.BOSS外侧面拔模角取1.0度即可。
B)对于不需要镶嵌铜螺母的BOSS柱而言,其主要用来定位、热熔固定、加强等等作用,此时主要考虑的是其缩水和强度问题,如下图2
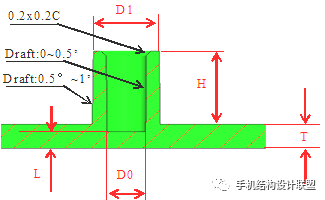
D0=d0+0.1 d0为与D0配合的BOSS柱(或者实心圆柱)外径; D1=D0+2*(0.4T~0.6T) 其中数值(0.4T~0.6T)一般取0.7mm;
H=2T~5T 一般H取3T;
C)BOSS柱与螺丝螺母的配合设计
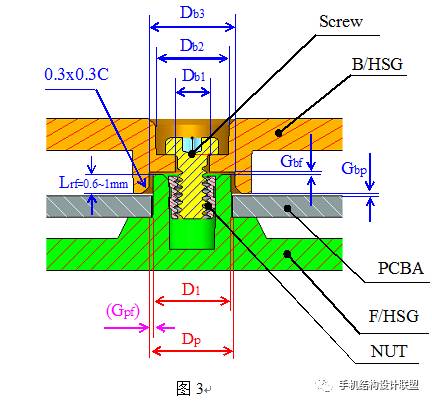
如上图3所示,一般在螺丝柱上对PCBA进行定位,在BOSS柱外周做RIB的上表面限位PCBA之Z轴方向,X和Y轴方向可以利用BOSS柱外周做出小RIB之外周来定位。
Dp=D1+Xc 其中,Dp :PCBA通过BOSS柱的孔径 ;
Xc :PCBA与BOSS柱间隙,若PCB由此BOSS柱定位X和Y轴方向,则Xc取0.1mm,即Gpf=0.05 *Xc=0.05mm;若此BOSS不定位X和Y轴方向,则Xc取0.3mm,即Gpf=0.15
Db3=D1+0.2
Gbp=0.1mm
Gbf=0.1mm
Db1=MS+0.3mm MS:表示螺丝螺牙公称直径 ;
Db2=DS+0.4mm DS:表示螺丝帽公称直径 ;
Lbf=0.6mm~1.0mm Lbf:表示螺丝BOSS配合距离;
为了使上下壳BOSS柱配合时顺利,一般应该在B/HSG上做出0.3x0.3C的倒角。
一般在BOSS柱表面可能缩水的地方做“火山口”。如下图所示
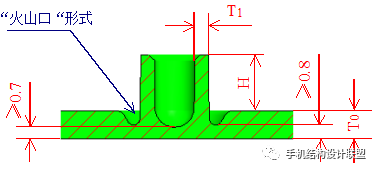
当T1≥0.8T0 ,H≥5 T0 时,上图的“火山口”防缩水形式是很有效的,具体的尺寸及细部形状一般由模具厂商根据经验确定。
如图6所示,对于比较高的BOSS柱,即H≥5T , 一般采用在BOSS柱加4个三角形RIB的结构来加强BOSS柱,如图7所示,RIB的宽度W=0.4T~0.6T(一般取0.7mm宽度即可),Hc=0.5mm~1.0mm,(一般根据空间结构而定,建议RIB不要与BOSS上表面平),如下图所示
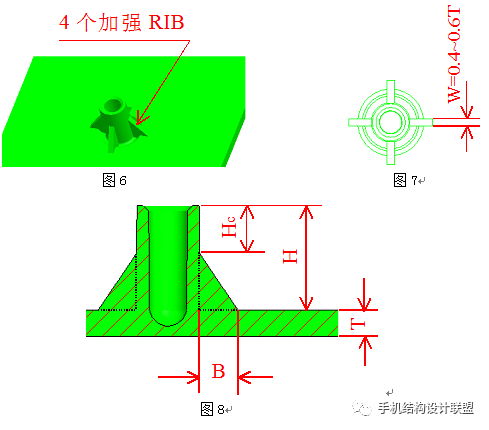
H≥5T ;
Hc=0.5~1.0 ;
B=1.5T~4T , (一般取B=2T) ;
W=0.4T~0.6T , (一般取W=0.7mm) ;
Draft=0.5°~1.5°
3
a. SCREW-NUT压到位,不高出螺丝柱表面,可以凹入0.05mm
b. screw nut抗拉力:20kgf.cm,扭力2.0kgf.cm
c 我们在选用不同规格的螺丝时要注意螺丝与螺母的pitch值要相同.
d 螺钉的测试(Screw Test)
测试环境:室温(20~25° C);
样机数量: 3台
测试目的:螺钉拆装疲劳测试
试验方法:将手机平放在试验台上用允许的最大扭矩(由设计工程师和生产工程师提供),对同一螺钉在同一位置反复旋动螺钉10次.
检验标准:试验中和完成后,螺纹没有变形,损坏,滑丝,用肉眼观察没有裂纹; 螺母不能有明显的松动, 滑丝;






