
回答上期的问题,CPL测量过程均值趋近规格下限的程度;CPU测量过程均值趋近规格上限的程度;Cpk为CPU和CPL中较小的数据值。
在实际使用Minitab进行过程能力分析的过程中,会出现Cpm这个指标。本期就会讨论过程能力分析中常用的指标Cpk与Cpm的差异。
首先我们看Cpk
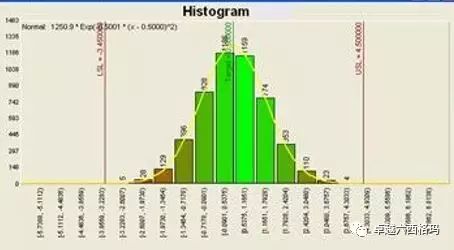
Cpk是一种能力指数,是对一个过程符合规格的能力的衡量。Cpk = 1表示如果其它条件不变,会有99.73%的过程输出在规格之内,如下图:
此时,该过程Cp = Cpk =1
说明我们的目标值是在中心位置,实际的过程表现的均值也和目标值重合。但由于Cp = Cpk =1,此时的过程输出的合格率为99.73%,并不尽如人意!
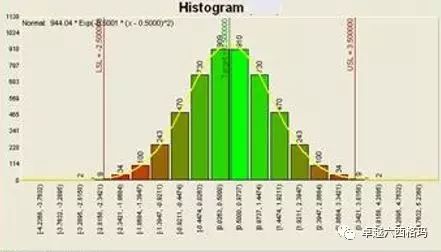
接下来要做的就是如何努力保持均值的水平并提高过程的稳定度,换句话说就是如何将该过程能力Cpk提升,使之≥ 1.33,如下图:
该过程Cp = Cpk = 1.33 但是实际的过程可能并不会像我们想象的那样去进行,可能出现的情况是过程的均值和中间的目标值相比有了偏移,如下图:
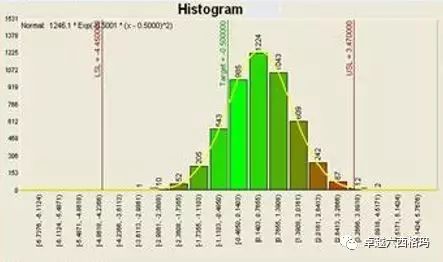
此时,假设过程发生了一个标准偏差偏移,则Cp = 1.33, Cpk = 1 Cpm = 0.940
也就是说:此时由于Cpk = 1,所以我们可以得到该过程的输出合格率为99.73%。但是过程输出符合客户要求(规格限)可能并不完全展示出过程的完美质量。如何理解此处的完美质量呢?
一般情况下我们通常是基于”可接受的缺陷水平”来谈论质量,即:在规格内就是”质量好”、在规格之外就是”质量差”。因此大家追求的就是所有他们的产品都要在规格要求之内。但同时,我们开始理解,在规格之内,和产品或服务变差相关联的成本都不是一样的。那些离规格上限或规格下限很近的部件让我们及客户会花费更多的钱; 而那些非常接近客户理想目标值或标称值的部件则让制造商和客户花费得更少。我们做那些几乎不符合要求的产品和离目标值很近的产品所产生的收入是一样的,但离目标值很近的部件能为我们和我们的客户带来更多的利润。
因此,就引入了Cpm的指标去诠释质量的概念,“质量好就是在没有缺陷的前提下尽量符合目标值或标称值”。现在,一个不在规格之内的部件不具有任何质量:很简单,它就是不能被接受;一个几乎不在规格里的部件有的只是差的质量,而一个离目标值很近,此时的部件才拥有高质量。所以要衡量这个完美质量,我们可用的一个指标就是Cpm。
Cpk和Cpm这两个能力指数,如果你的过程超出规格,有Cpk来”对付”你;如果你的产出偏离目标值,则另一个指数对过程进行评判,这个指数就叫Cpm,它的计算公式如下:
式中:µ是过程平均值,σ是标准偏差。你能够看到如果µ正好达到目标值会怎样-- Cpm 就会是一个和Cp、Cpk一样的数值。但是,当过程平均值偏离目标值,就会在Cpm这个能力指数上处于一个越来越不利的位置。
因此,Cpk是用于评估过程是否符合客户要求的一个指标。换句话说,如果要判定过程的输出是否符合顾客的规格限的要求,就看Cpk这个指标;如果我们除了看输出的结果符合顾客规格限的要求之外,还要看这些过程输出离目标值偏离的程度,则我们就要同时看Cpk和Cpm了。
学习六西格玛请添加老师微信:newlifes008






